| 升级加大涡轮后,满压的转速会比原装涡轮来的晚一些,因此车主希望能拥有大马力与低扭更强的完美解决方案. 最快速有效最直接的方法就是加大排气量,才能在较低的转速就达到满压. 为此, 向美国 Brian Crower 特别订制了劳恩斯酷派专用的2.3L扩缸套件 由加大冲程的BC锻造曲轴+JE锻造活塞+BC锻造连杆所组成. 同时也向BC订制了劳恩斯专用的不锈钢强化气门, 强化气门弹簧, 与钛合金气门帽. 此外发动机的缸盖螺丝与曲轴下盖螺丝也特别向美国ARP订制劳恩斯专用强化部品达到大幅强化的扭力的目的并预留将来升级更大马力的空间. 套件全貌  訂製的JE锻造活塞  精美的包装   来张合照   除了精密的切削 有发现这组锻造活塞有什么特别的地方吗? 答案是非对称活塞裙 这是BOOSTEC特别指定的选项 這種特別的設計源自於F1, NASCAR 等赛车发动机 我们知道随著马力与冲程的提高 活塞侧面的负荷也跟著变大 所以在动力冲击面 保留大面积的活塞裙 而在非动力冲击面 尽可能的缩小活塞裙 既可提高强度 又可减轻活塞重量与降低摩擦力  BC锻造连杆 使用超高強度的I断面设计  BC锻造连杆与原厂连杆合照  BC不锈钢强化气门  防潮包装   BC强化气门与原厂气门合照 强化气门除了强度更高的优点之外 气门根部还使用缩小化设计 使得重量更轻 也提高了进排气的效率  BC强化气门弹簧与钛合金气门帽     BC强化气门弹簧与钛合金气门帽 跟原厂的合照一张 发现哪边不同了吗  ARP强化缸盖螺丝  又是一个油腻腻的包装  眼尖的车友会发现 这不是螺丝啊 这是牙条 之所以从原装的螺丝改成牙条设计的原因在于牙条可以提供更高的紧固能力  ARP强化曲轴下盖螺丝  曲轴下盖的部份 也由螺丝改成牙条的设计  主角最后出现 加大冲程的BC锻造曲轴 由整支4340钢胚经過精密的CNC切削而成   验明正身  每支BC锻造曲轴都有一张身分证 标明是谁订做的 各项规格 以及各种选配的处理工序 由这张卡片可以看到 所有选配的工序都做了 其中"Balanced" 内行的就知道是什么意思了 并且所有的轴颈直径完全相同 达到零误差 这正是汽车工艺的极限  跟原厂曲轴放在一起比较 锻造曲轴比原厂曲轴轻了很多 有利于发动机转速的攀升  可以看到原厂曲轴是属于大量铸造生产的 有著明显的铸造分形痕迹  发动机拆解      可以看到原厂为螺丝设计  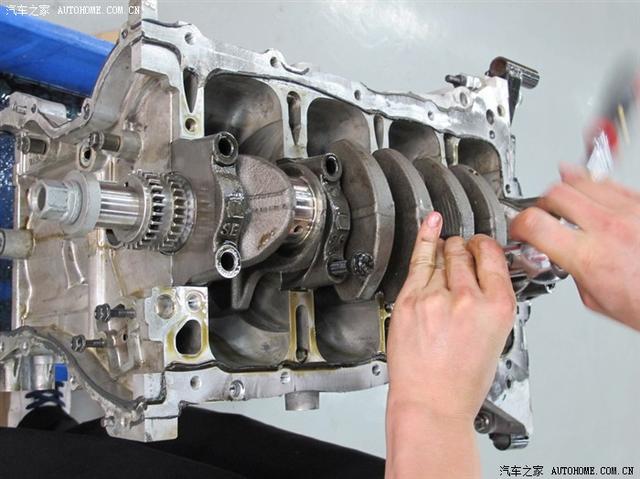 终于拆光了   拆下来的东西分类放好   非常沈重的波箱 光搬腰就闪到了  肯定 这也是要升级的目标 ClutchMaster or SPEC 抉择中  最头痛的缸盖 精密组装最大的困难   气门座加工   气门接触面宽度检查  燃烧室测漏 因为汽油的分子比较小 所以用汽油是最严苛的检查方式  检查凸轮轴的油膜间隙 在轴颈放上适当长度的塑胶量丝   使用Snap On 电子式扭力板手按照原厂手册规范的顺序与扭力上紧螺丝  可以看到塑胶量丝被延展开了 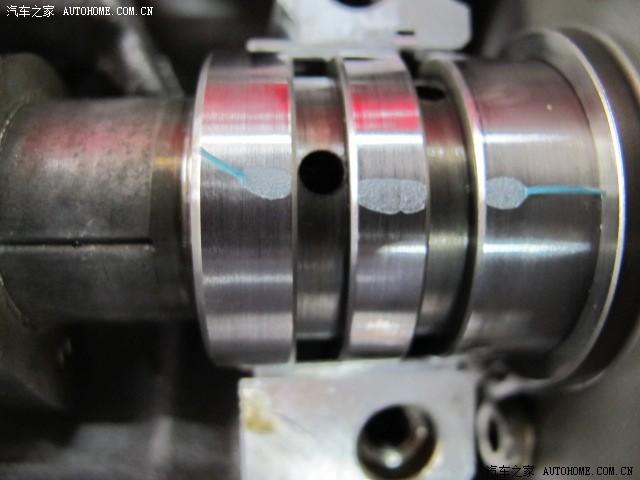  再用量丝延展宽度与间隙的对应表来判断油膜间隙 由这张图片可以看到 排气凸轮轴第一轴颈的油膜间隙太大了 已經接近0.051mm 而原厂的规范是0~0.032mm 所以必须更换正确的轴瓦   使用Sanp On 安裝汽門彈簧專用的特殊工具  強化彈簧好硬>< 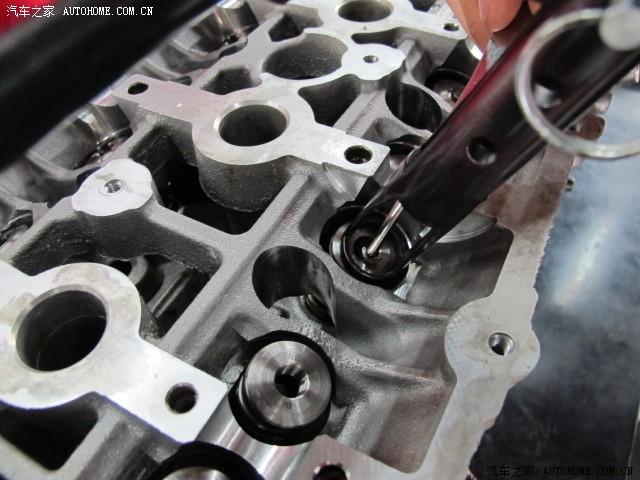 缸盖精密组装的关键之一 汽门间隙 原厂规范 進汽0.2mm 排气0.3mm 容忍误差为正负0.03mm 过程中发现 原厂的间隙根本就是一团乱 do re mi fa so 都有 还超出可容忍的范围 经过一番折腾 我们已经误差縮小到正负0.01mm  间隙太大或太小 必须透过更换气门顶筒来调整气门间隙 頂筒的厚度範圍3.000~3.690mm 每0.015mm为一个尺寸 经过一番折腾 我们已经误差縮小到正负0.01mm   气门磨配视频 v.youku.com/v_show/id_XMjgwNDg1MDA0.html 缸盖精密组装关键之二 燃烧室均等 我们知道原厂缸盖为铸造制程 会产生些许的燃烧室容积误差 这是可以接受的 但是燃烧室之间的误差所带来的爆炸力落差 会随著马力大幅度增加而越趋明显 所以我们先用燃烧室滴漏来测每一缸的燃烧室容积  为求完美 测完燃烧室容积后 再对燃烧室做修整 使得每一缸的燃烧室容积都一样  中缸平面确认 使用Snap On 顶级平面规来担当演出  检查平面必须要每个位置都检查 标准要测量 上 中 下 左上右下 右上左下 务必确认平面是否完美  使用晶圆厂御用的Mitutoyo 电子千分表 配上Mitutoyo的测缸规 来测量真实缸径 精密度達到 0.001mm 是目前业界最高水准 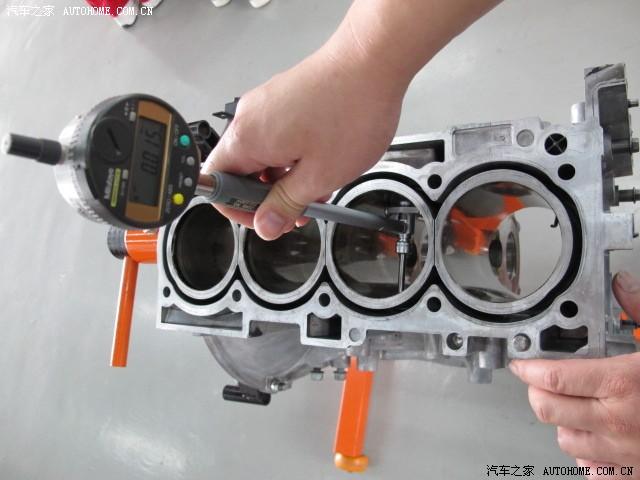 每个缸分别测量上中下三个位置 以及轴向与其垂直方向 这样才能量测汽缸的真圆度  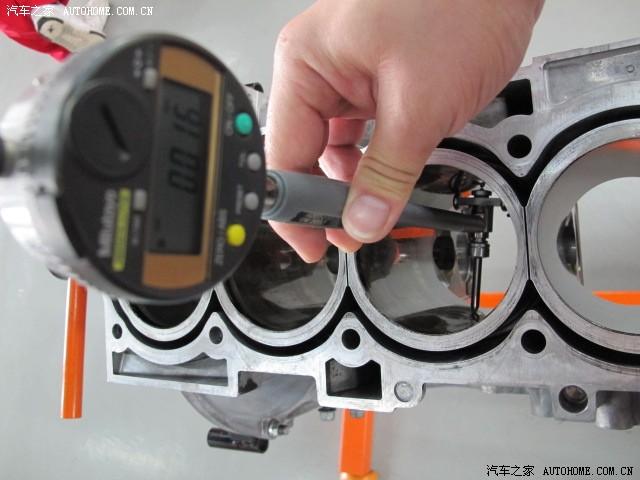 活塞环的开口间隙必须非常精确 并且开口两边要平行 这是研磨活塞环专用的特殊工具 能够快速且精确的研磨活塞环  JE锻造活塞秤重 可以看到比原厂的轻非常多 另外每颗活塞的规格 测量完之后会记录在表面  原厂活塞的重量  再补充一张 WISECO锻造活塞重量  三种活塞的正面 从左到右 原厂 WISECO JE  可以看到底部活塞裙的设计  声明: 本文系搜集于网络,版权归原作者及所发网站所有,如果本站(玩改车)侵犯了您的权利,请及时告知,本站会即刻处理. |


 {var f='http://service.weibo.com/share/share.php?appkey=1399310865',u=z||d.location,p=['&url=',e(u),'&title=',e(t||d.title),'&ralateUid=',o||'','&sourceUrl=',e(l),'&content=',c||'utf-8','&pic=',e(p||'')].join('');function a(){if(!window.open([f,p].join(''),'mb', ['toolbar=0,status=0,resizable=1,width=440,height=430,left=',(s.width- 440)/2,',top=',(s.height-430)/2].join('')))u.href=[f,p].join('');};if(/Firefox/.test(navigator.userAgent)){setTimeout(a,0);}else{a();}}) (screen,document,encodeURIComponent,'','','https://www.wangaiche.com/data/attachment/portal/201111/09/132734j4jl88l8rjnhthrt.jpg','【劳恩斯酷派专用美国原装BC 2.3L扩缸套件+GARRETT GT2871R 大涡轮】 升级加大涡轮后满压的转速会比原装涡轮来的晚一些
因此车主希望能拥有大马力与低扭更强的完美解决方案.最快速有效最直接的方法就是加大排气量才能在较低的转速就达到满压
为 ','','utf-8', ''));){kind=link}